Dye penetrant test also called liquid penetrant test is most popular test in industry these days as it is non-destructive in nature, fast, low rate and versatile. The test is appropriate to check the material for surface defects including micro-cracks and other discontinuities on the surface. Casted, forged, welded structures can be well tested under this procedure. The test can be used for variety of metallic, polymeric or ceramics nonporous materials. Mostly quenched and tempering cracks can be detected from steel surface, that’s why they can be useful during inspection of tempering steel process.
Standards
- ASTM E 165, Industrial examination and standard practice for liquid penetrant.
- ASTM E 1417
Principle
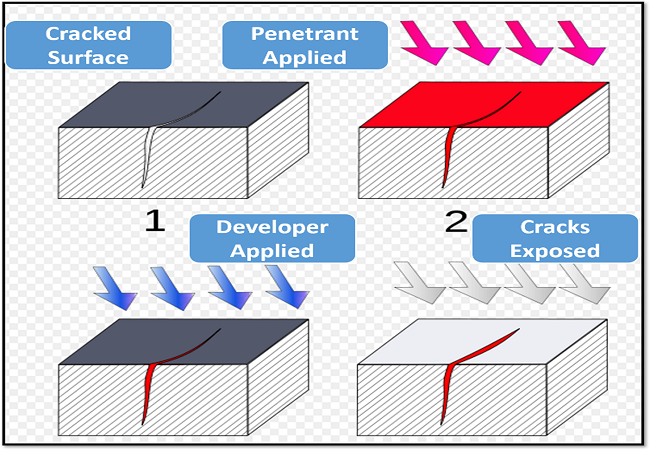
Dye penetrating test is based on the capillary action of liquids, depending upon the forces between the molecules of liquid (called cohesive forces) and adhesive forces of liquid with the surface of specimen, fluid penetrates into the micro cracks and surface defects. Usually low surface tension fluids having lesser cohesive forces are preferred, as they penetrate effectively into the defects. After proper time (called dwell time), excess liquid is removed followed by application of developer. Developer acts as a blotter drawing the penetrant out of defects and make that area visible. Depending upon the type of dye used, inspection is done either under white or violet light. For example, during steel tempering process, presence of phosphorus, antimony results in cracking during high temperature tempering. That’s why process can be useful for tempering steel process.
General steps of working
Sequential steps required for testing are;
- Cleaning of the specimen.
- Applying the penetrant for proper dwell time.
- Removal of extra penetrant.
- Application of developer and giving time for developing.
- Inspection of specimen.
- Cleaning the part
Cleaners
Cleaners are used for pre and post cleaning of test specimen. It acts as a degreaser to remove the surface contaminations like soot, oil or dust etc. In the post cleaning purpose, it serves as a remover for residual penetrant from the surface of specimen so the only defected areas made effectively visible.
Penetrants
Penetrants are carefully formulated to produce the level of sensitivity required by the inspector. To work well, a penetrant must have a number of important properties. A penetrant should:
- Able to cover the whole surface of the specimen which is being inspected by spreading.
- Reside in the defects but remove easily from the surface of the part.
- Be in liquid state (fluid) so it can be taken out to the surface of the part through the drying and developing steps.
- Easy indication can be achieved due to high visibility and fluorescence.
- Not have adverse effects to the material being tested.
Types of penetrants
There are two types of penetrants.
- Type 1 – Fluorescent Penetrants
- Type 2 – Visible Penetrants
Type 1 – Fluorescent Penetrants
Fluorescent penetrants consist of a dye or several dyes that fluoresce when ultraviolet radiations are subjected on it. Higher sensitivity achieved in Fluorescent systems make this system superior to visible penetrant as fluorescent indication is better for optical vision.
Type 1 – Visible Penetrants
In industry, most commonly applied DPT methods include visible penetrants. As they have red dye giving such a high contrast that it becomes suitable for vision. They also don’t need any optical or fluorescent lights for inspection.
Developers
Flaws and defects when covered by penetrants need developers for pulling it solution needed for visibility. These developers may be of powder nature or of liquid form depending upon the method of test being used. Powder developers are blown onto the part by a powder applicator. Developers must be compatible with steel surface during tempering steel process.
Fluorescent powders get attached to the penetrant within the defects and make it visible. Aqueous or liquid based developers are mostly sprayed over the part and they make the defects visible. Properties of a good developer should be:
- Efficiently absorptive.
- Fine particles solution.
- Easy dispersion capability.
- Contrast color as compared to penetrant.
- Easily applicable.
- It must form a thin and uniform coating over surface.
- Having wet-able properties.
- It should be nontoxic.
Types of developers
Types of developers are based upon method of application which can be categorized into 6 forms, as mentioned below;
- Form a – Dry Powder
- Form b – Water Soluble
- Form c – Water Suspend-able
- Form d – Fluorescent (Solvent Based)
- Form e – Visible Dye (Solvent Based)
- Form f – Special Applications
Advantages of dye penetrant test
Following are the advantages of the test:
- Minimum skill is required to perform this test.
- It is inexpensive test used for inspection of materials.
- Sensitivity of test is high because it can detect the discontinuities of small size.
- It is able to test magnetic and non- magnetic materials.
- Cracks developed in steel part during tempering steel process can be easily detected.
- Indication provides the information of size, shape and depth of defects.
Disadvantages of dye penetrant test
Following are the disadvantages of dye penetrant test.
- It only detects the surface defects.
- Test cannot be performed on the hot assemblies.
- High degree of cleanliness is required.
- Proper handling and disposal of chemicals is needed.
- Surface roughness cause decrease in sensitivity of the test.
Applications
LPT is used only for surface cracks where liquid can penetrate and generate indication of ID for crack. Some of these flaws are:
- Fatigue cracks
- Quench cracks
- Grinding cracks
- Overload and impact fractures
- Porosity
- Laps
- Seams
- Pin holes in welds